Controlling Warping On Sheet Metal

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking

Our Bahama Shutters Are Made From Aluminum So They Will Never Rot Splinter Or Warp They Are The Perfect Sol Bahama Shutters Shutters Exterior Backyard Living

11 Ways To Prevent Sheet Metal From Warping In Tig Welds Welding Mastermind

Controlling Magnetic Clouds In Graphene Nanotechnology Nano Science Material Science

Controlling Warpage In Welding For Sheet Metal Fabrications Wiley Metal

8rvh0mob7loqlm
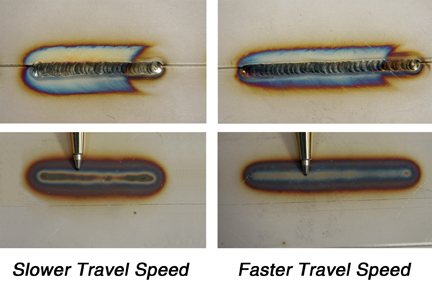
The bigger the weld the greater the shrinkage.
Controlling warping on sheet metal.

Warp Knitting Is Fast Garment Manufacturing Polo T Shirts Manufacturing

Airfield Models Make Constant Chord Model Airplane Wing Ribs Model Airplanes Model Planes Wood Airplane

How To Reduce Warping While Welding Kevin Caron Youtube

Sectional Warping Process In Textile Textiles Sectional Integers Number

Marble V2 Petg Pro 3d Printed Metal Metal 3d Printing

Singcore Com Trade Show Design Trade Show Pivot Doors

How To Weld Sheet Metal Tig Mig Welding Thin Metal

Expansion And Contraction Of Metals

James 3 1 12 Bible Study Taming The Tongue Christian Counseling Bible Study Plans Bible Study James Bible Study Printables

Magic Racks For Ableton Live V9 6 2 Alp Synthic4te Magesy R Evolution Ableton Ableton Live Instrument Sounds

Welding Distortion How To Control It Dimide

How To Stop Welding Distortion And Warpage Youtube

Before You Start Shopping For A New Offset Smoker Check Out These Must Consider Features And Click On The Image For The Ful Offset Smoker Barrel Smoker Smoker

Colorado Cylinder Stoves Spruce Tent Stove Package Bass Pro Shops Tent Stove Wood Burning Camp Stove Cool Tents

Robot Arm Jpg 1600 900 Robot Metal Gear Rising Robot Arm

Pin On Home Patio

Sonde Detecteur Chaleur Longue Portee Sheet Music Math Arduino
Say Good Bye To Burn Through New Pulsed Welding Technology Solves Problems Common To Welding Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsvmsfbieiwcdksqbl3tetrtranrcl0jfjxs9b1adptrq Dgl C Usqp Cau

Buy Now 149 Buy Now A New Kind Of Vocal Transforming Processor Through Unique Granular Algorithms Manipulator Can Drama Manipulation Infected Mushroom Audio

Mastering In The Box Audio Master Drum Machine

How To Weld Sheet Metal Part 1 Of 2 Welding Sheet Metal Basics With Eastwood Youtube

Tarjetas Perforadas Buscar Con Google Jacquard Loom Punch Cards Weaving

How To Prevent Plate Warpage Plasmaspider Com
Source : pinterest.com
